歡迎光臨東莞市長安鷹創智能科技工作室!
24小時咨詢服務熱線:
聯系方式:13538561680
新聞資訊News
聯系我們About us
聯系人 : 謝顧問
Q Q:553112537
郵 箱:553112537@qq.com
地 址:東莞市長安鎮烏沙李屋興發南路43號鴻億達工業園--鷹創科技
當前位置:首頁 >> 新聞資訊
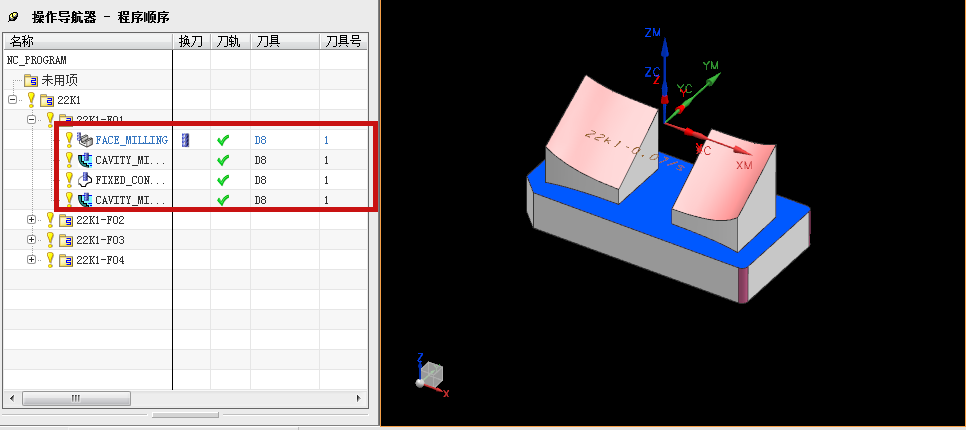
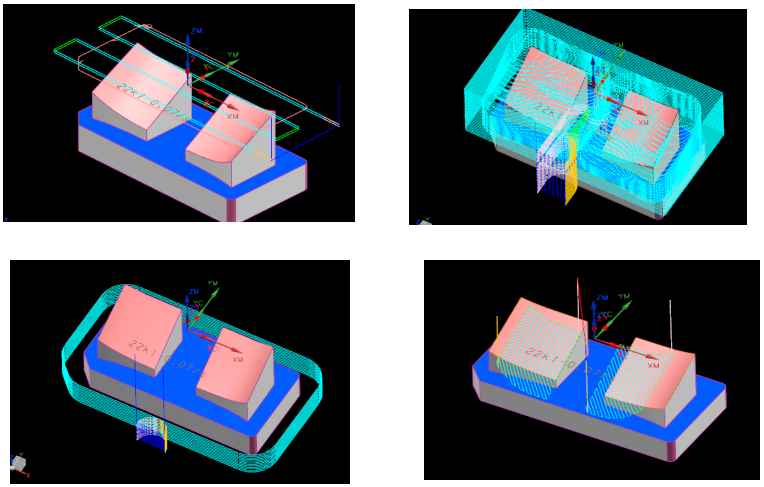
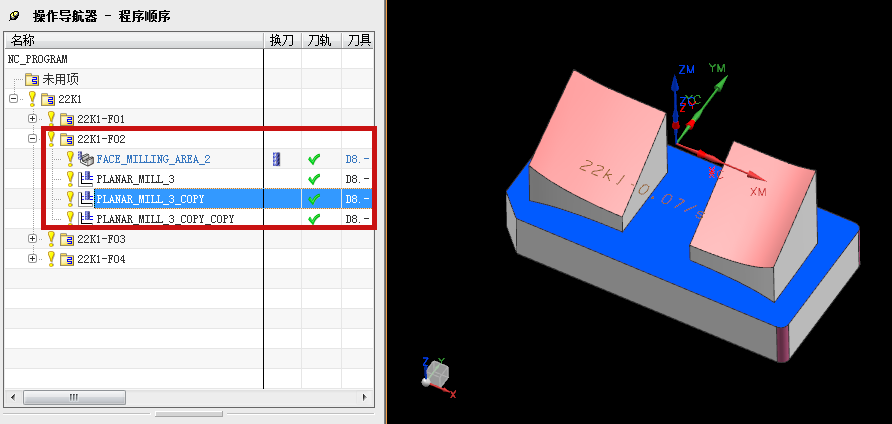
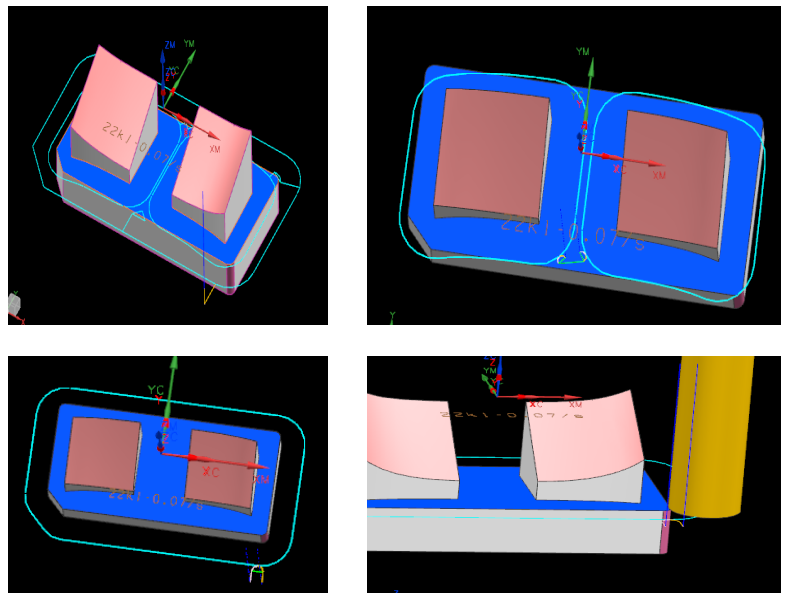
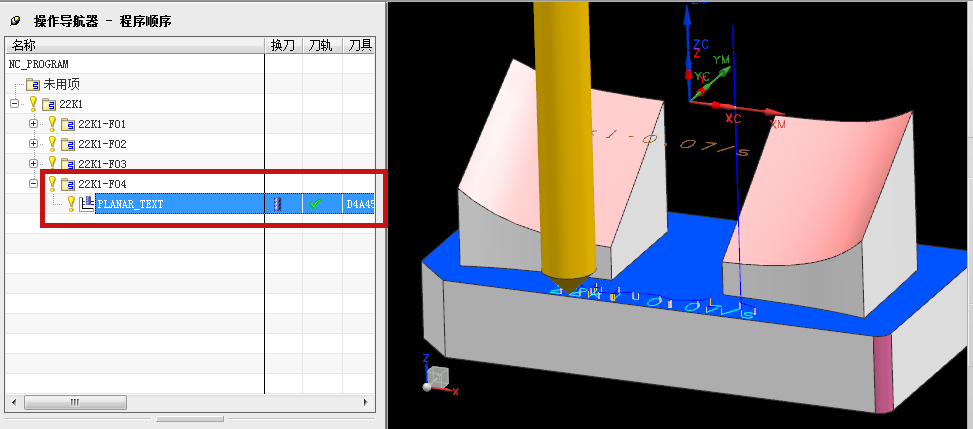
電極(銅公)常見加工思路一、簡單 電極 D8+D8+R2+刻字
地址:東莞市長安鎮烏沙李屋興發南路43號鴻億達工業園--鷹創科技
粵ICP備:粵ICP備17126682號-1技術支持:麥田網絡